 En
En
 English
English  Français
Français  русский
русский  中文简体
中文简体  عربى
عربى  Español
Español 
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng
Tengpeng

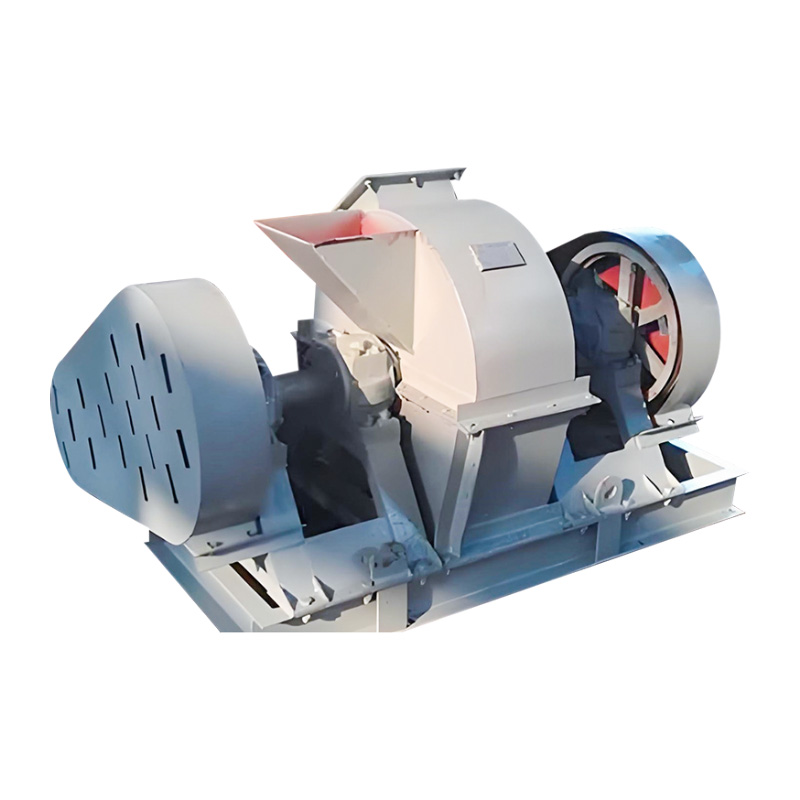
The grinder adopts a stepless speed control system, which can easily adjust the grinding speed suitable for grinding various components. Adopting an electric pneumatic proportional valve closed-loop feedback pressure control, the pressure device can be independently regulated. The upper plate is equipped with a slow descent function, effectively preventing the breakage of thin and brittle workpieces. By using a time relay and a grinding counter, the grinding time and number of grinding cycles can be accurately set and controlled according to the processing requirements. The pressure mode can be adjusted during work, and an automatic shutdown alarm will be triggered when the set grinding time or lap speed is reached, achieving semi-automatic operation.
The variable speed control method for grinding machines has three stages: the beginning stage, the formal stage, and the end stage. In the beginning stage, the grinding tool rotates at a higher speed, in the formal stage, the grinding tool rotates at a constant speed, and in the end stage, the grinding tool rotates at a lower speed. Its characteristic is that in the beginning stage of grinding, the acceleration of the manually controlled grinding tool speed increases from zero to slow. When the grinding tool speed reaches half of the formal grinding speed, the change in acceleration shows a turning point, and the acceleration of the controlled grinding tool speed decreases from the maximum value to slow until the grinding tool speed reaches the formal grinding speed, and the acceleration of the grinding tool speed decreases to zero.
By utilizing the characteristic of fixed abrasive grinding, the density distribution of abrasive on the grinding tool is designed reasonably based on the relative motion trajectory density distribution between the workpiece and the grinding tool, so that the wear of the grinding tool during the grinding process does not affect the surface accuracy of the grinding tool, thereby significantly improving the surface accuracy of the workpiece and avoiding the trouble of repairing the grinding tool. In flat fixed abrasive grinding, the rotational motion of the grinding tool is the main motion, and the motion of the workpiece is the auxiliary motion. In most cases, the workpiece is floating and pressed onto the grinding tool, and its motion pattern is unknown. Therefore, it is necessary to analyze the stress on the workpiece in order to determine its stress state and motion law. Take the workpiece as the separated body of the entire grinding system, establish the differential equation of the workpiece's force balance, and solve the equation to obtain the motion law of the workpiece.
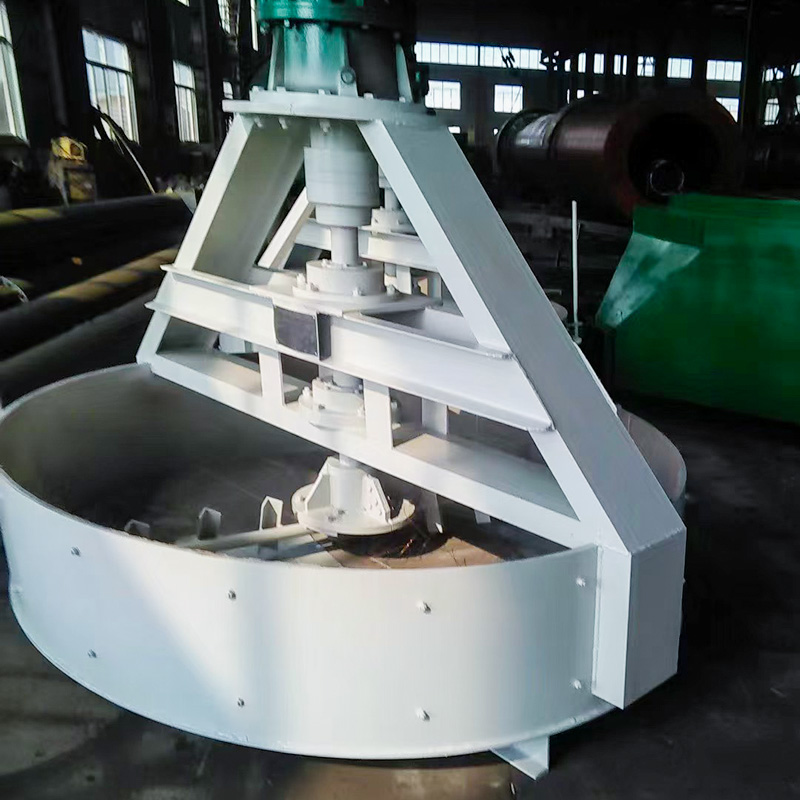
The grinding machine host is driven by a speed regulating motor, equipped with a high-power reduction system, soft start and soft stop, and runs smoothly. Through the coordinated grinding motion of the upper and lower grinding discs, sun wheel, and planetary wheel, four directions and speeds are formed during processing, achieving efficient operation of simultaneous grinding of the upper and lower surfaces. The lower grinding disc can be raised and lowered for easy loading and unloading of workpieces. Pneumatic sun gear direction changing device, precise control of grinding accuracy and speed on both sides of the workpiece. Randomly equipped with correction wheels, used to correct the parallelism error of the upper and lower grinding discs.
The grinding basket grinder inherits the characteristics of the basket grinder's dispersed grinding process in one machine and one process, and can also be used separately as a disperser (when the disperser disk is in the working position and the grinding basket is not lowered). For materials that need to be ground, the function of dispersing first and then grinding can be achieved (when the grinding basket descends to the working position, the material can be efficiently ground).
Our Main Products










GET IN
TOUCH WITH US
TOUCH WITH US
-
 No.68, Shuanglou Road, Qutang Town, Haimen City, Nantong, Jiangsu
No.68, Shuanglou Road, Qutang Town, Haimen City, Nantong, Jiangsu -
Tel:
 +86-13914355558/18994158908
+86-13914355558/18994158908 -
E-mail:

COPYRIGHT © 2025 Nantong Alisen Environmental Protection Technology Co., Ltd.
ALL RIGHTS RESERVED.
China fertilizer machinery manufacturer wholesale fertilizer machinery factory
![]()